Our Groundbreaking Innovations
First in India, On Site Air-Coal Leakage Solutions
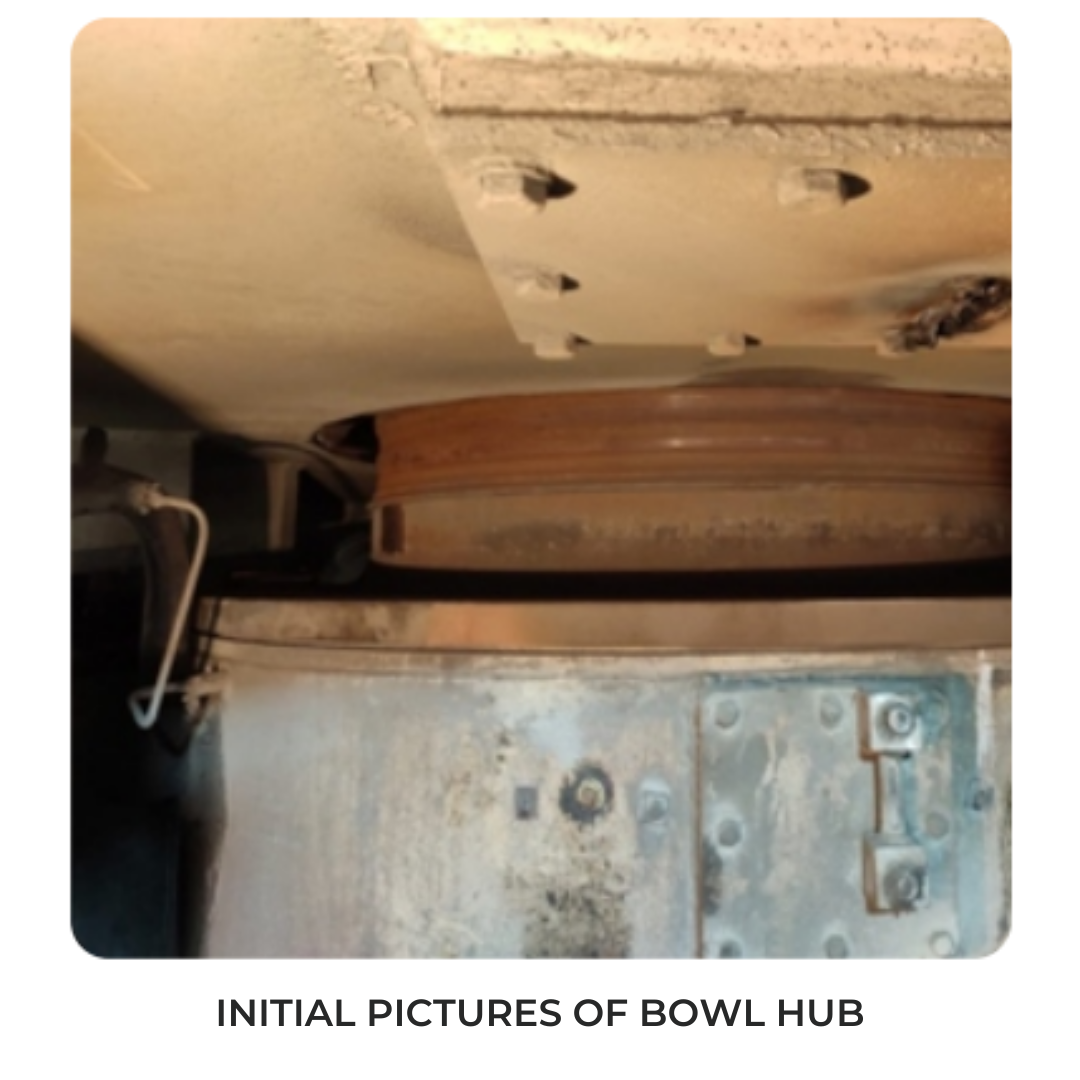
We are the only company in India to invent, design, develop, and execute an innovative, patented solution for preventing air-coal leakage from the sealing portion of the bowl hub in XRP coal mills.
Our cutting-edge In-Situ Reconditioning of Bowl Hub Sealing Portion involves the fitment of a Wear-Resistant Bowl Protection Sleeve at the site without dismantling the bowl hub from the coal mill. This advanced method has been developed using a unique and proprietary technique, for which a patent has been applied.

What Makes Our Approach Unique ?
Our innovative process effectively seals the XRP bowl mills, preventing the leakage of the air-coal mixture into the atmosphere. This is achieved by maintaining the desired gap between the labyrinth seals and the bowl hub. The process involves the following precise steps:
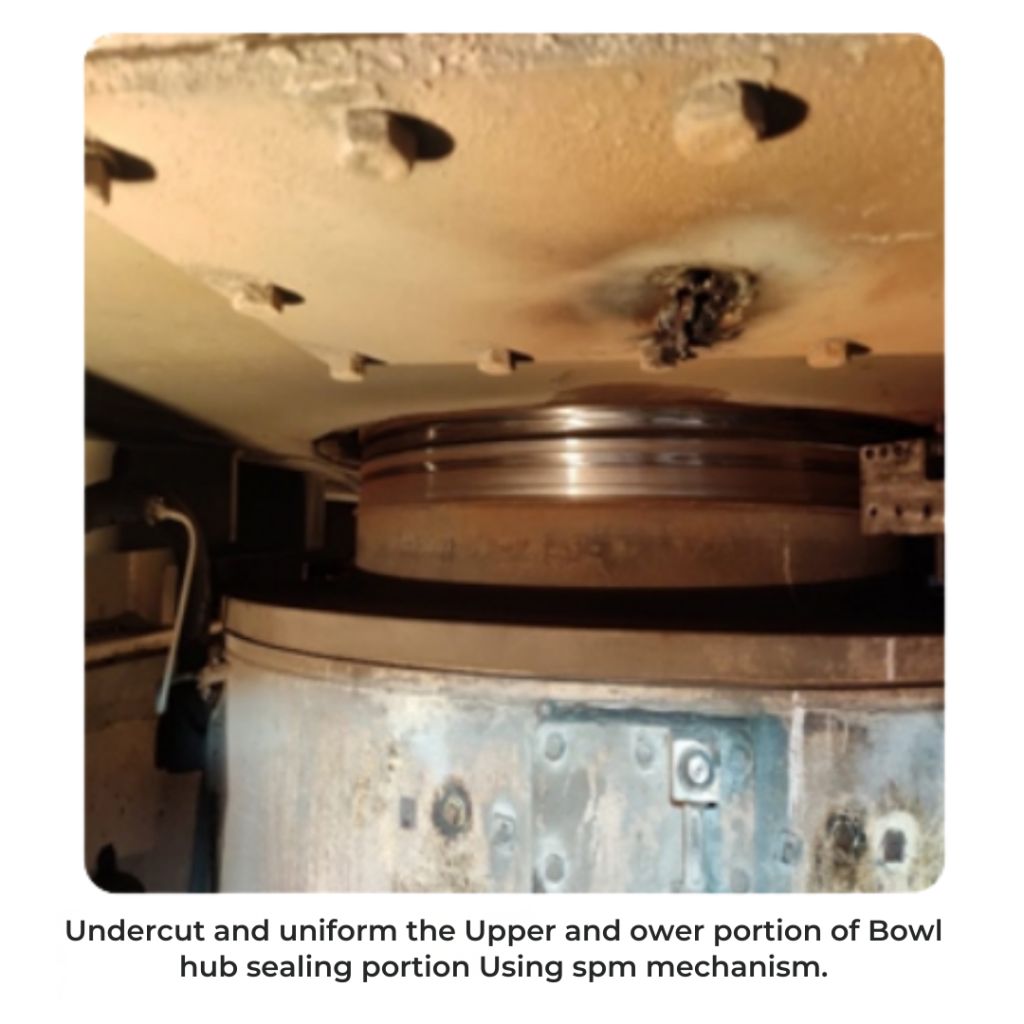
- Undercutting
- Machining
- Metal Filling
- Surface Finishing
- Pre-Heating
- Fitment of a High Wear-Resistant Bowl Protection Sleeve
This method, performed entirely on-site using specialized equipment (SPM), eliminates the need to dismantle the bowl hub. As a result, our solution significantly enhances operational efficiency while minimizing downtime.
Addressing Key Issues
Due to the formation of a deep groove on the bowl’s outer circumference, the gap between the labyrinth seal and the bowl hub increases, leading to higher leakage of coal dust mixed with hot air. Additionally, trapped coal particles between the bowl and the labyrinth seal accelerate the wear and tear of the bowl sealing portion.
To address this leakage issue, we developed a specialized technique to fix the leakage and repair the existing bowl hub sealing portion. This is achieved through an in-situ machining process combined with the fitment of a high wear-resistant bowl protection sleeve, performed directly on-site without dismantling the bowl hub from the coal mill.
In-Situ Machining: Precision Repairs On-Site
In-situ machining is the process of performing machining operations directly at the site, eliminating the need to dismantle or transport equipment or machinery. This specialized technique is designed to repair or modify large, immobile components that would otherwise be challenging to move to a workshop.
For bowl hub sealing portions, the machining process begins by rotating the bowl at a controlled speed (RPM). The depth of the cut and feed inputs are manually adjusted using specialized d equipment (SPM). The machining focuses exclusively on the damaged, uneven sealing portion of the bowl hub, creating an even, deep “C-shaped” groove on both the upper and lower sealing portions.
The lower sealing portion is prepared for the fitment of a high wear-resistant bowl protection sleeve, while the upper sealing portion undergoes welding for reinforcement. Once the machining process is completed, additional operations such as undercutting, drilling, and tapping are performed on the machined areas at predefined pitches and locations along the bowl hub’s circumference.
Restoration of Upper Sealing Portion in Bowl Hub
The upper sealing portion of the bowl hub is located within the scrapper body of the coal mill, making the fitment of a high wear-resistant bowl protection sleeve impractical due to space constraints. To address this, we developed a specialized technique to restore the original size and dimensions of the bowl hub through the following steps:
- 1.Removal: Removal of the old, damaged labyrinth seal.
- 2.Cleaning: Cleaning the upper sealing portion of the bowl hub.
- 3.Undercutting: Undercutting the damaged upper sealing portion of the bowl hub using an SPM machine until the base material of the bowl hub is fully exposed.
- 4.Material Build-Up: Building up the material using a uni-alloy machinable welding electrode with hardness greater than the base material of the bowl hub.
- 5. Restoration: After the material build-up at the sealing portion, the upper sealing portion of the bowl hub is machined using an SPM and a customized design fixture to restore the original diameter of the bowl hub.
- 6. Surface Finishing: A final surface finishing process is then carried out to achieve a mirror-like finish on the labyrinth seal matching area using a specially designed additional attachment.
- 7. Completion: Lastly, the new labyrinth seal is assembled to complete the restoration process.


ADVANTAGES OF IN-SITU MACHINING OF BOWL HUB
- Minimizes Downtime
- Minimise Generation Loss
- Cost-Effective Solution
- Reduce Maintenance Cycle
- Preserves Component Integrity
- Increased Safety
Benefits of High Wear-Resistant Bowl Protection Sleeve
The primary objective of designing, manufacturing, and fitting the high wear-resistant bowl protection sleeve is to minimize the wear rate between the sealing portion of the hub and the labyrinth seal. The bowl protection sleeve has a surface hardness greater than the base material of the bowl hub.
Another important feature is that the bowl protection sleeve is a replaceable part. Over time, if the sleeve gets damaged, it can be easily replaced with a new one, as it is fitted to the bowl hub using HT bolts and welding.
Due to space constraints at the site, the sleeve is designed in multiple segments to facilitate easy manufacturing, transportation, and installation at the bowl hub sealing portion.